PP-C UV (Polypropeen) kunststof zwembad plaatmaterialen
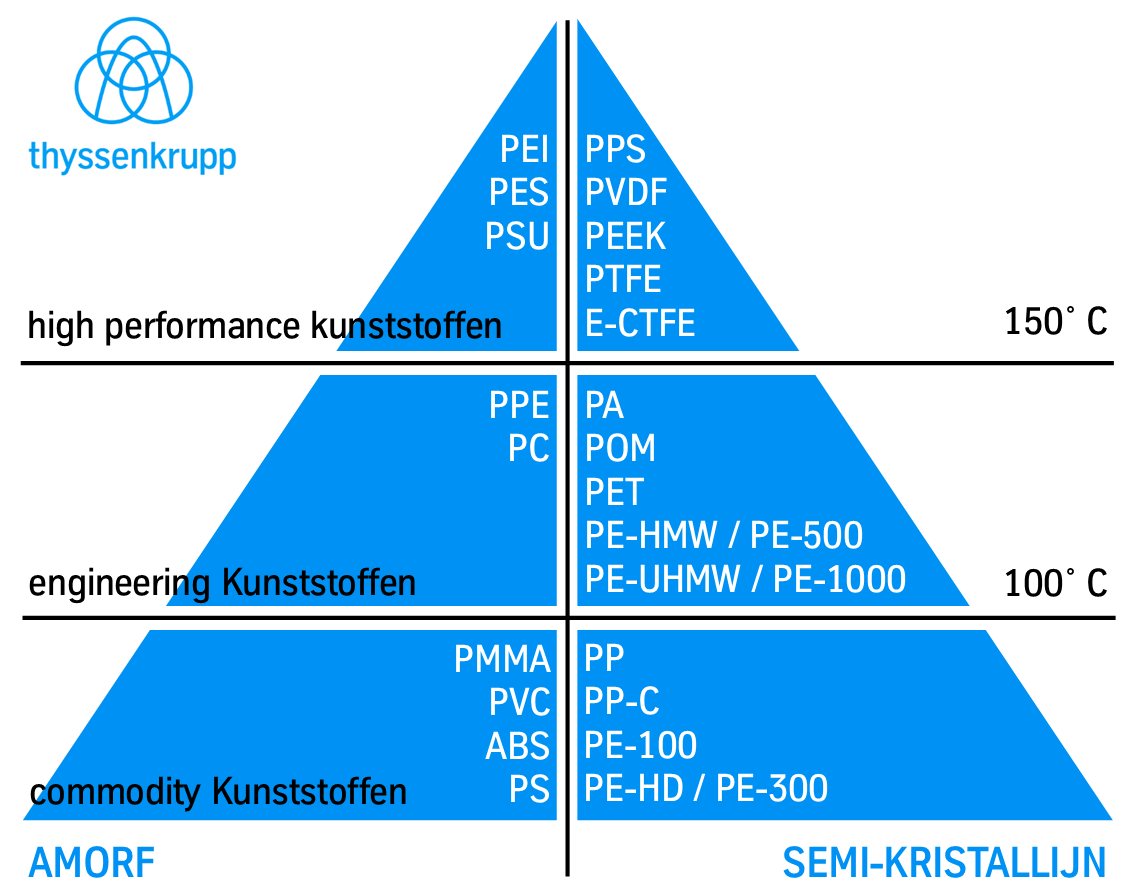
Om de juiste keuze te maken van de soort kunststof, moet u een combinatie van factoren, onderzoeken. Een eerste indicatie kan u hier al vinden in de véél gebruikte piramide van kunststoffen (de prijs stijgt naarmate u naar boven in de piramide gaat)
PP-C zwembad plaat
PP-C UV zwembad kunststof halffabrikaten platen
voor zwembaden en industriële toepassingen
PP-C UV platen worden veel toegepast in de zwembadbouw. Het materiaal is niet alleen osmose-vrij, heeft het geen last van verkleuringen of temperatuurschommelingen, het is volledig recyclebaar, antibacterieel, elke vorm is mogelijk, het is uitermate bestand tegen de onderhoudsproducten, de wanden zijn zeer glad en de levensduur is lang.
PP-C UV zwembadplaten hebben heel wat voordelen: maatvast, kleurvast, kwalitatief, duurzaam, waterdicht, Uv-bestendig en flexibel. Deze zwembadplaten behouden hun glans, verbleken niet en worden niet dof. Het materiaal heeft een apolair oppervlak en is om die reden niet te verlijmen.
PP-C zwembad plaat blijft een special
Dit product is alleen verkrijgbaar via de afdeling verkoop van thyssenkrupp Plastics Nederland en niet verkrijgbaar via de webshop. Wij verzoeken u om contact op te nemen met de verkoop binnendienst voor meer informatie over dit product.
Voor meer informatie kunt u ook direct contact op met onze afdeling industrie:
Telefoon: 0165 - 5856325
@-mail: afdeling industrie
Om aan de individuele ontwerpen en wensen van de klant te kunnen voldoen zijn deze platen leverbaar in een verscheidenheid aan kleuren en afmetingen. Verder zijn de eenvoudig te bewerken en in nagenoeg elke vorm te zetten.
Inmiddels worden deze platen wereldwijd toegepast door zwembadfabrikanten. Ontwerp eenvoudig individuele zwembaden voor uw klanten met een lange levensduur, een hoge feelgood-factor en veel waterpret.

Polystone® P (copolymeer) PG plaat
- Hoge mechanische sterkte
- Goede lasbaarheid
- Hoge resistentie tegen chloor en UV
Polystone® P PG zwembad platen zijn leverbaar in:
- Standaard formaten 3.000 x 1.500 en 4.000 x 1.500 mm
- Verschillende diktes (op aanvraag)
- Standaardkleuren zijn blauw, wit en grijs. Andere kleuren op aanvraag
- Standaardoppervlakte is glad/glad. Andere oppervlakten op aanvraag.

Polystone® P (copolymeer) PGX plaat
- Hoge mechanische sterkte
- Goede lasbaarheid
- Zeer hoge resistentie tegen chloor en UV
Polystone® P PGX zwembad platen zijn leverbaar in:
- Standaard formaten 3.000 x 1.500 en 4.000 x 1.500 mm
- Verschillende diktes (op aanvraag)
- Standaardkleuren zijn blauw, wit en grijs. Andere kleuren op aanvraag
- Standaardoppervlakte is glad/glad of met structuur (antislip). Andere oppervlakten op aanvraag

Voordelen & kenmerken PP-C platen:
- Verkrijgbaar in diverse kleuren, geproduceerd in UV-bestendig materiaal
- Zeer hoge kleur- en maatvastheid
- Flexibel in verwerking, elke vorm of afmeting is mogelijk
- Zeer eenvoudig te bewerken met de gebruikelijke hout bewerkingsgereedschappen
- Uitstekend lasbaar met bijbehorend lasdraad
- Nagenoeg geen wateropname Osmose vrij en van nature anti-bacterieel, dus gemakkelijk te onderhouden
- Door de gladde wanden geen aanslag vorming en eenvoudige reiniging
Leveringsprogramma & kleuren:
Polystone® P (Copolymeer) PG en
Polystone® P (Copolymeer) PGX
zwembad platen zijn leverbaar in onderstaande standaard kleuren. Naast deze kleuren zijn ook andere kleuren (op aanvraag) mogelijk:
Polystone® P (Copolymeer) PGX
zwembad platen zijn leverbaar in onderstaande standaard kleuren. Naast deze kleuren zijn ook andere kleuren (op aanvraag) mogelijk:
Kleur: blauw, wit en grijs
Vorm: plaat & lasdraad

Zeer eenvoudig te bewerken en te lassen
Opslag & bewerking:
Afhankelijk van temperatuur en vochtopname treden er maatveranderingen op. De opslag van kunststof halffabricaten op bewerkingstemperatuur (rekening houdend met warmte uitzetting) voorkomt problemen die kunnen ontstaan door temperatuursafhankelijke formaatveranderingen.
Als gevolg van vrijkomende interne spanningen kunnen er problemen optreden met betrekking tot de vlakheid van de platen. Gebruik van geconditioneerde, getemperde halffabricaten kan dit voorkomen. Geperste platen zijn in principe spanningsarmer dan geëxtrudeerde platen. Bij complexe contouren (machinebouw) kan ook tussentijds temperen tijdens het bewerkingsproces uitkomst bieden om toleranties te garanderen.
Hierbij is de keuze van de juiste gereedschappen en de juiste zaagcondities doorslaggevend. Bij de verspanende bewerking is het belangrijk om te letten op een hoge snijsnelheid, scherpe werktuigsnijkanten, geringe toevoer en een goede spaanafvoer. De beste koeling is de warmteafvoer via de spaan, anders dan bij de metaalverwerking dient de spaan zo lang mogelijk te zijn, aangezien thermoplasten slechte warmtegeleiders zijn. Bij vloeistofkoeling mag alleen zuiver water worden gebruikt (anders is vorming van spanningsscheuren mogelijk).
De voorgestelde thermoplasten zijn lasbaar volgens de in DIN beschreven procedés. Hierbij gaat het vooral om heteluchtlassen, heteluchtextrusielassen en lassen met thermisch gereedschap. Voor het verkrijgen van veilige en duurzame lasverbindingen moet in de gaten gehouden worden dat de halffabricaten en toevoegmaterialen dezelfde smeltviscositeit bezitten. Thermoplasten zijn gevoelig voor inkervingen. Lasverbindingen moeten daarom zo worden aangebracht dat ze slechts aan geringe buigbelastingen worden blootgesteld en weinig eigen inkervingen hebben. Vooral op zuiverheid moet worden gelet.
Veiligheid bij de apparaten- en installatiebouw: Om het gevaar van de vorming van spanningsscheuren ten gevolge van de inwerking van chemicaliën te verminderen, moet speciale aandacht worden geschonken aan precieze thermische verwerkingsprocessen. Anders bestaat er gevaar voor interne spanningen die in combinatie met bevochtigende en gelijktijdig opzwellende media spanningsscheuren kunnen veroorzaken.
Veiligheid bij de machinebouw:
Om te zorgen voor grote veiligheid tijdens het continubedrijf van de constructieonderdelen, moet er tijdens de productie indien mogelijk worden afgezien van scherpe contouren.

Leverbaar in blauw, wit en grijs
thyssenkrupp Plastics Nederland levert al jarenlang diverse kunststoffen in de Nederlandse markt. Het is onze missie een unieke meerwaarde te creëren voor onze klanten, leveranciers, medewerkers en aandeelhouders.Deze meerwaarde creëren wij aan hand van een aantal kernwaarden. Een breed en diep assortiment van transparante kunststoffen, reclamedragers, technische kunststoffen, bouwproducten en leidingsystemen vormt de basis.
Een ander groot voordeel die wij u kunnen bieden is ons netwerk. Als onderdeel van een van grootste kunststof distribiteurs ter wereld kunnen wij bijna elk type kunststof leveren. Mocht het gewenste materiaal onverhoopt niet in Nederland op voorraad liggen zorgen wekelijkse aanleveringen via onze Europese zusterbedrijven ervoor dat uw bestelling binnen een redelijk termijn geleverd kunnen worden. Verder staat kwaliteit staat bij ons hoog in het vaandel. Het is ons beleid om alleen materialen te leveren van Europese A fabrikanten met een bewezen trackrecord.
Kortom, u bent bij ons aan het juiste adres als het gaat om kunststof halffabrikaten. Ons team beschikt over uitstekende vakkennis en jarenlange ervaring. Wij stellen deze kennis en ervaring graag ter beschikking en adviseren uw graag om samen met u de juiste oplossing.




